BHQ26 मालिका सँडबास्ट कॅबिनेट मॅन्युअल द्वारे
1.वाळू स्फोट कॅबिनेट काय आहे
काही लोक सँडब्लास्टिंग मशीन, सॅन्ड ब्लास्टिंग टँक, पोर्टेबल सँड ब्लास्टर, ओपन सँडब्लास्टिंग मशीन इत्यादी देखील म्हणतात.नावे भिन्न आहेत, परंतु त्यांचा अर्थ एकच आहे.वेगळे काम करू शकते, परंतु बर्याच बाबतीत ते शॉट ब्लास्टिंग रूमसह कार्य करते.


वाळू स्फोट मंत्रिमंडळाची रचना ——
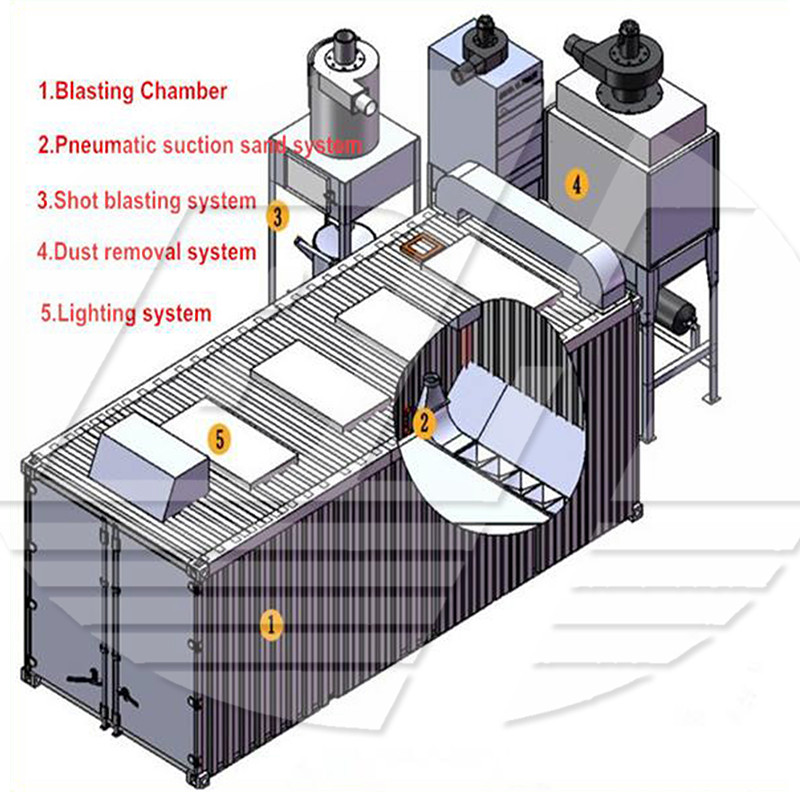
सर्वसाधारणपणे, घटक खालीलप्रमाणे आहेत:
1).वाळू नष्ट करणारी टाकी:
टाकीच्या वेगवेगळ्या व्हॉल्यूमसाठी वापरल्या जाणार्या स्टील प्लेटची जाडी आणि सँडब्लास्टिंग मशीनच्या रूटची जाडी वेगळी असते.व्हॉल्यूम जितका मोठा असेल तितकी जाड स्टील प्लेट.हे प्रामुख्याने वास्तविक परिस्थितीनुसार दबाव वाहिनीच्या कारखान्याद्वारे निर्धारित केले जाते.
वाळू झडप आणि वाळू झडप दोन प्रकार आहेत: मॅन्युअल किंवा वायवीय.मॅन्युअली, वाळू वाल्व्ह मॅन्युअली उघडणे आवश्यक आहे आणि गॅस स्वयंचलितपणे गॅसद्वारे उघडला जातो.
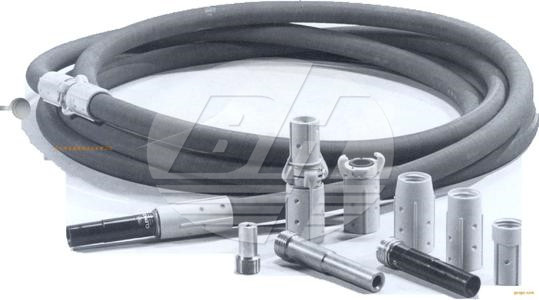
2) सँडब्लास्टिंग पाईप (मानक 10m/20m आहे)
3).सुरक्षा झडप
सँडब्लास्टिंग टाकीचा वापर दाब साधारणपणे 8KG असतो.सेफ्टी व्हॉल्व्हची भूमिका जेव्हा गॅसचा दाब 8KG पेक्षा जास्त असेल तेव्हा ते आपोआप डिफ्लेट होईल.जेणेकरुन सँडब्लास्टिंग टाकीचे संरक्षण होईल
4). सँडब्लास्टिंग गन: सामग्रीनुसार, ती बोरॉन कार्बाइड, मिश्र धातु स्टील, टंगस्टन कार्बाइड, लोह आणि याप्रमाणे विभागली जाऊ शकते.
सर्वात टिकाऊ बोरॉन कार्बाइड आहे, आणि सेवा जीवन साधारणपणे 500-700 तास आहे.
दुसरे म्हणजे, टंगस्टन कार्बाइड आणि मिश्र धातु स्टीलचे सेवा आयुष्य साधारणपणे 300-400 तास असते,
लोह फक्त 10 तास वापरले जाऊ शकते, फार कमी लोकांनी ते वापरले आहे.
इलेक्ट्रॉनिक नियंत्रण प्रणाली आणि इतर घटक.
2. पोर्टेबल सँडब्लास्टरचे कार्य तत्त्व
सँड ब्लास्टिंग मशीनचे कार्य तत्त्व शॉट ब्लास्टिंग मशीनपेक्षा वेगळे आहे.शॉट ब्लास्टिंग मशीन शॉट ब्लास्टिंग करण्यासाठी केंद्रापसारक शक्ती वापरते.सँड ब्लास्टिंग मशीन कॉम्प्रेस्ड एअरद्वारे चालते आणि वर्कपीसच्या पृष्ठभागावर अपघर्षक (धातू आणि नॉन-मेटलिक दोन्ही वाळू) फवारते.दाबाच्या प्रभावामुळे, वाळूच्या टाकीमधील अपघर्षक वाळूच्या झडपातून आणि स्फोटाच्या नळीमधून स्प्रे गनमध्ये जातो आणि अपघर्षक उच्च वेगाने बाहेर टाकला जातो, ज्यामुळे वर्कपीसच्या पृष्ठभागाच्या बाह्य पृष्ठभागाच्या यांत्रिक गुणधर्मांमध्ये बदल होतो.वर्कपीसच्या पृष्ठभागावर ऍब्रेसिव्हच्या प्रभावामुळे आणि कटिंग प्रभावामुळे, वर्कपीसच्या पृष्ठभागावर विशिष्ट प्रमाणात स्वच्छता आणि भिन्न खडबडीतपणा प्राप्त करण्यासाठी, वर्कपीसच्या पृष्ठभागाच्या यांत्रिक गुणधर्मांमध्ये सुधारणा करा, त्यामुळे वर्कपीसचा थकवा प्रतिरोध सुधारा, ते आणि कोटिंगमधील चिकटपणा वाढवा आणि कोटिंग वाढवा चित्रपटाची टिकाऊपणा लेपच्या सपाटीकरण आणि सजावटीसाठी देखील अनुकूल आहे, पृष्ठभागावरील अशुद्धता, आवाज आणि ऑक्साईडचे स्तर काढून टाकते आणि मध्यम पृष्ठभाग खडबडीत करते, ज्यामुळे सब्सट्रेट पृष्ठभागावरील अवशिष्ट ताण आणि सब्सट्रेट पृष्ठभागाची कडकपणा सुधारणे.
3. पोर्टेबल सँड ब्लास्टरसाठी मुख्य तपशील
4. शॉट ब्लास्ट टाकीची वीज हानी
1).सँडब्लास्टिंग मशीनचे एअर सोर्स कॉन्फिगरेशन साधारणपणे 6m³/मिनिट असते (एकाच स्प्रे गनचा हवा वापर, जर तो N असेल, तर आवश्यक हवा स्रोत कॉन्फिगरेशन N*6m³/min आहे.
| आयटम प्रकार | Q0250 | Q0250A-Ⅱ | Q0250A-Ⅱ-LX | ||
| टाकीतील व्हॉल्यूम (m3) | ०.५ | ०.७ | ०.८२ | ||
| हवेचा दाब (Mpa) | 0.5-0.6 | 0.5-0.6 | 0.5-0.6 | ||
| उत्सर्जित डोस (कॅलिबर = φ10)(किलो/ता) | 1800-2280 | 1 बंदूक | 1800-2280 | 1 बंदूक | 1800-2280 |
| 2 बंदुका | ३६००-४५६० | 2 बंदुका | ३६००-४५६० | ||
| हवेचा वापर (m3/मिनिट) | ६.१ | 1 बंदूक | ६.० | 1 बंदूक | ६.० |
| 2 बंदुका | १२.० | 2 बंदुका | १२.० | ||
| ब्लास्टिंग पाईपची लांबी (मिमी) | 7000 | 7000 (2pcs) | 7000 (2pcs) | ||
| नियंत्रण मार्ग | रिमोट कंट्रोल | रिमोट कंट्रोल | रिमोट कंट्रोल | ||
| परिमाण (मिमी) | 1036*812*1860 | 1120*900*1890 | 1086*812*2060 | ||
| वजन (किलो) | ३९६ | ५०० | ६९० | ||
२).सँडब्लास्टिंग मशीनसाठी हवेचा दाब 0.5-0.6mpa आहे (जर दाब खूप कमी असेल, तर सँडब्लास्टिंग कमकुवत होईल आणि साफसफाईवर परिणाम होईल).
३).सँडब्लास्टिंग मशीनचे प्रति तास सँडब्लास्टिंग/शॉटब्लास्टिंगचे प्रमाण 1800-2100 किलो आहे.
4). सँडब्लास्टिंगची अनुप्रयोग श्रेणी
aपूर्व-उपचार: झाकण्याआधी सर्व ब्लास्टिंग उपचार, जसे की इलेक्ट्रोप्लेटिंग, पेंटिंग, फवारणी इत्यादी, पृष्ठभाग पूर्णपणे स्वच्छ आहे आणि त्याच वेळी कव्हरिंग लेयरची चिकटपणा आणि गंज प्रतिरोधकता मोठ्या प्रमाणात सुधारते.
bभागांची पृष्ठभाग साफ करण्यापूर्वी पूर्व-उपचार: कास्टिंग, स्टॅम्पिंग भाग, वेल्डिंग भाग, उष्णता उपचार भाग यासारख्या धातूच्या भागांचे डिस्केलिंग, अवशेष आणि घाण;धातू नसलेल्या उत्पादनांची पृष्ठभाग साफ करणे, सिरॅमिक ब्लँक्सच्या पृष्ठभागावरील काळे डाग काढून टाकणे आणि पेंट पॅटर्न कमी करणे इ.
cजुन्या भागांचे नूतनीकरण: ऑटोमोबाईल्स, मोटारसायकल, इलेक्ट्रोमेकॅनिकल उपकरणे इत्यादी सर्व फिरत्या भागांचे नूतनीकरण आणि साफसफाई. त्याच वेळी थकवा दूर करणे आणि सेवा आयुष्य वाढवणे.
dवर्कपीसच्या पृष्ठभागावर प्रक्रिया पूर्ण करणे: सर्व धातू उत्पादने आणि नॉन-मेटलिक उत्पादने (प्लास्टिक, क्रिस्टल, काच, इ.) पृष्ठभागावरील खुणा काढून टाकल्या जातात आणि आर्गॉन फॉग पृष्ठभागावरील उपचारामुळे उत्पादनाची पृष्ठभाग श्रेणीसुधारित होते.
ईसाचा उपचार: आर्गॉन प्रकाश धुके साचा पृष्ठभाग उपचार, ग्राफिक उत्पादन, आणि साचा साफ, साचा पृष्ठभाग नुकसान नाही, साचा अचूकता खात्री.
fबुर उपचार: मशीन केलेले भाग लहान burrs सह काढले जातात आणि इंजेक्शनच्या भागांचे प्लास्टिकचे भाग काढून टाकले जातात.
gअवांछित उत्पादनांचे पुनर्कार्य: अवांछित उत्पादनांचे कोटिंग काढून टाकणे, पृष्ठभागावरील अनिष्ट रंग काढून टाकणे आणि छपाई काढून टाकणे.
hबळकटीकरण: धातूच्या भागांची पृष्ठभागाची कडकपणा वाढवणे आणि तणाव दूर करणे, जसे की विमानाचे ब्लेड, स्प्रिंग्स, मशीनिंग टूल्स आणि शस्त्रे यांच्या पृष्ठभागावरील उपचार.
iएचिंग आणि अँटी-स्किड प्रक्रिया: नक्षीचे नमुने, मेटल उत्पादनांच्या पृष्ठभागावर मजकूर आणि अँटी-स्किड उपचार आणि नॉन-मेटल उत्पादन, जसे की: संगमरवरी, अँटी-स्किड हँडल, सील, स्टील लेटरिंग इ.
jडेनिम कपड्यांचे उपचार: डेनिमचे कपडे मॅट, पांढरे आणि मांजरीचे व्हिस्कर प्रभाव प्राप्त करतात.
5. सँडब्लास्ट कॅबिनेटचे फायदे:
1).सँडब्लास्टिंग मशीनचे धातूचे भाग मुळात खराब झालेले नाहीत, आणि मितीय अचूकता बदलणार नाही;
२).भागाची पृष्ठभाग दूषित नाही, आणि अपघर्षक भागाच्या सामग्रीवर रासायनिक प्रतिक्रिया करणार नाही;
३).सँडब्लास्टिंग मशीन सहजपणे दुर्गम भाग जसे की खोबणी आणि अवतल हाताळू शकते आणि वापरण्यासाठी विविध आकाराचे अपघर्षक निवडले जाऊ शकतात;
4).प्रक्रियेची किंमत मोठ्या प्रमाणात कमी झाली आहे, मुख्यत्वे सँडब्लास्टिंग मशीनच्या कार्यक्षमतेच्या सुधारणेमध्ये परावर्तित होते, जे पृष्ठभागाच्या विविध परिष्करण आवश्यकता पूर्ण करू शकते;
५).कमी ऊर्जा वापर आणि कमी खर्च;
६).सँडब्लास्टिंग मशीन पर्यावरण प्रदूषित करत नाही, पर्यावरणीय उपचारांची किंमत काढून टाकते;